
Friction Stir Welding and Hybrid Processes
The tendency to create lightweight structures, especially in the transportation industry, brings the Friction Stir Welding (FSW) welding technique to be one of the most promising joining techniques to build these structures, This is due to the excellent mechanical properties, good surface finishing and environment friendliness of the process.
In addition the process can be applied to join the different materials like (Aluminum, magnesium, Steels, Titanium, Polymers) and also easily produce dissimilar joints with this different material, that also have completely different properties.
Friction Stir Welding (FSW)
Friction Stir Welding
Friction stir welding (FSW) is a solid state joining process, which was developed and patented in 1991. And represent’s one of the core competences where Hereon has taken an international leading position. Such processes allow to a very high degree of freedom to weld similar and dissimilar materials, which can not be treated by any other method.
The process runs below the melting temperature of the workpiece material the heat is generated through friction and shear forces between Tool and material to be welded. The joint is built by rotational and transversal motion of the FSW tool along the abutting edges of the workpiece. It consists of the shoulder and the probe, which generate the needed heat and to stir the workpiece material, respectively create the weld joint.
Principles of the process
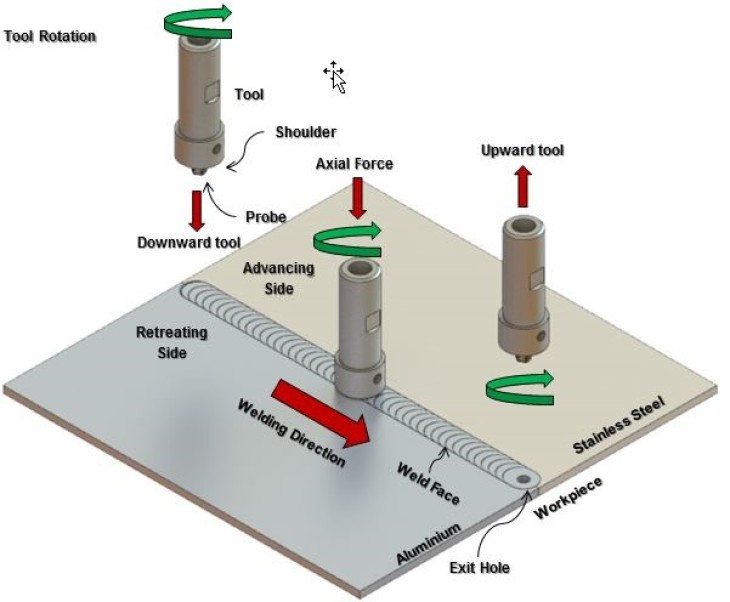
The steps during friction stir welding can be described as followed.
- The tool starts to rotate and moves toward workpiece
- The probe gets into contact and begins to plunge into the workpiece. Hereby friction and shear forces (plastic work) generate heat which plastizises (softens) the workpiece below the shoulder and around the probe
- The tool travels in the direction of the abutting edges. Hereby the plastizised material is stirred around the tool joining the to plates
- Tool moves out of the workpiece. The materials cool down, the weld is build and an exit hole is left
The main process parameter are the rotational speed, the welding speed and downward force (pressure) of the FSW tool.
FSW Welding Technologies are of interest of the aircraft, aerospace, automotive, locomotive, shipbuilding industry were the advantages of the process (e.g.: high joint strength, low distortion, weight neutrality and process automatisation, no material addition, no shielding gas for Aluminum and Magnesium no fume) are beneficial. In comparison to conventional fusion welds, FSW has many advantages such as: lower temperatures required to weld, environmentally clean process, low distortion and residual stress, greater weld strength, little or no porosity, little or no post weld repair, no solidification cracking, no welding fumes, improved corrosion resistance, no need for consumables and no spatter.
Gruppenleiter
Institute of Materials Research, Material Mechanics
Tel: +49 (0)4152 87 - 2034
Helmholtz-Zentrum hereon GmbH
Max-Planck Straße 1
21502 Geesthacht